部品の検査で複数箇所の寸法を測定するときに、3軸ステージにセンサーを載せてセンサーを移動させて測定する場合がよくあります。安価なCNCフライス組み立てキット(送料込みで$220)を見ていると、まさに3軸ステージです。測定をLabVIEWで行うとするとCNCフライスもLabVIEWで制御した方が治具としては効率的に運用できるはずです。
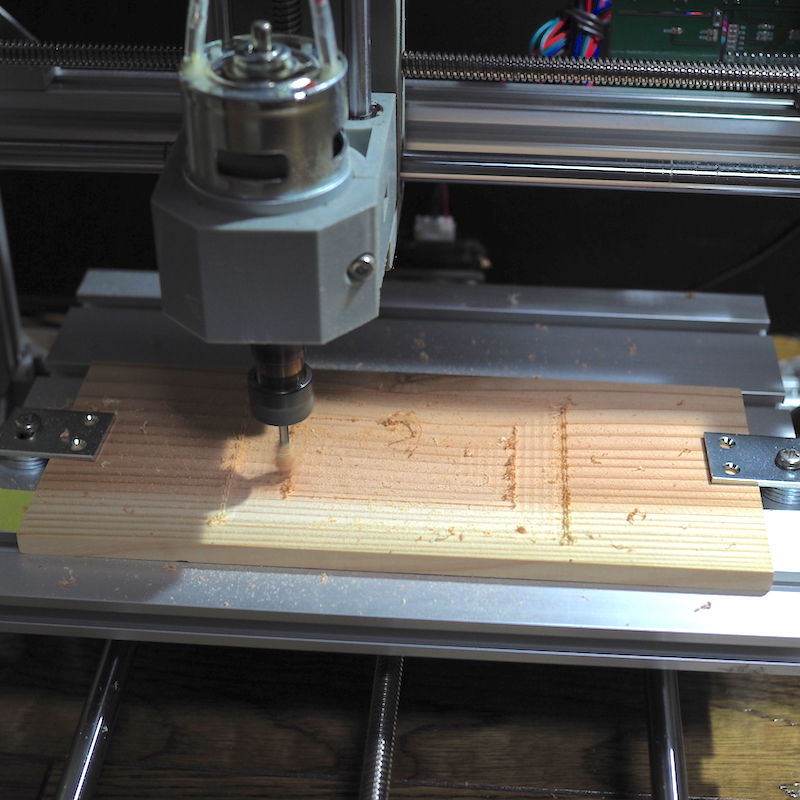
このCNCフライスはGrblという制御用ファームウェアでG-codeを受けてステッピングモーターのパルスと主軸用PWMを生成しています。そしてGrblはAtmega328pチップを使用するArduinoボードに書き込めるオープンソースのファームウェアなのです。CNCキットを使わない場合でも、パルスモーターを使った計測治具をArduinoとGrblを使ってLabVIEWで制御したら簡単で便利です。
さて、G-codeは3軸から6軸のCNC工作機械に使用される数値制御用プログラム言語です。NISTのG-code標準書「The NIST RS274NGC Interpreter」はありますが、メーカー毎の独自規格が用いられているようです。Grblの開発は「LinuxCNC」を参考に進められているとのことですから、Grblで使用するG-codeについてはGrblの資料とLinuxCNCがレファレンスになります。
G-codeはコマンドとパラメータを行単位で記述して機械の動作を指示します。
例えば、「G1 X30.0 Y10.0 F250」は、250という速度(F250)で、XY座標の(30.0, 10.0)まで直線的に移動(G1)するという指示です。mmやinchなどの単位系の指定や絶対座標あるいは相対座標などの座標系の選択は事前に指示されているものが使われます。
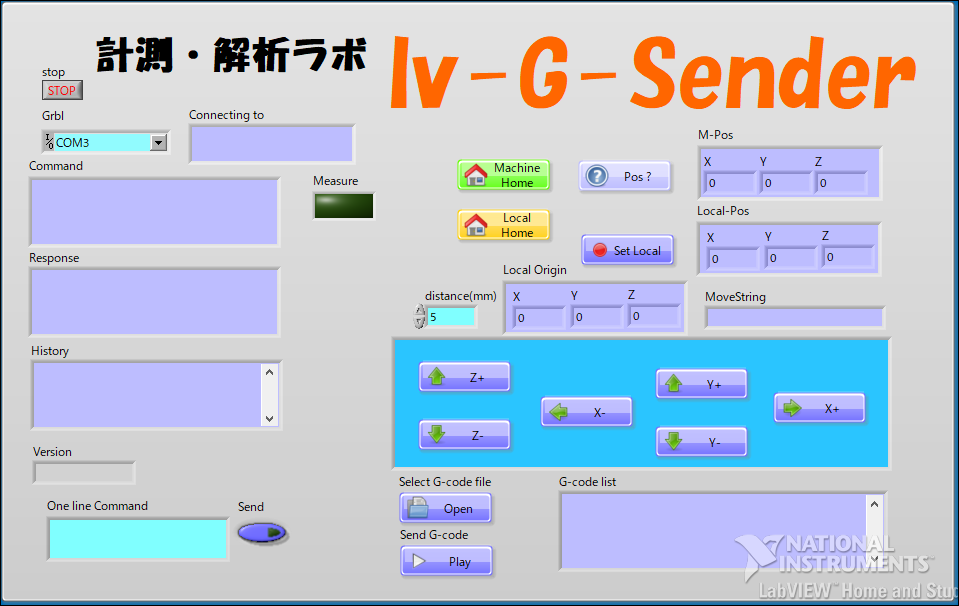
G-codeプログラムは、一連の動作をG-codeで記述したものをテキストファイルで保存します。PCからG-codeプログラムをGrblなどのファームウェアに送るアプリケーションをG-code Senderといいます。Grblで使えるG-code Senderとしては[bCNC]や[Universal G-code Sender]など多くの種類があります。フライスの軌跡表示、ボタンによるマニュアル移動、先読みバッファへの効率的なコマンド発信など機能が充実しています。LabVIEWでG-code Senderを作成する意味合いは、G-codeとGrblを使った簡便で安価な位置制御と計測とを統合することにあります。
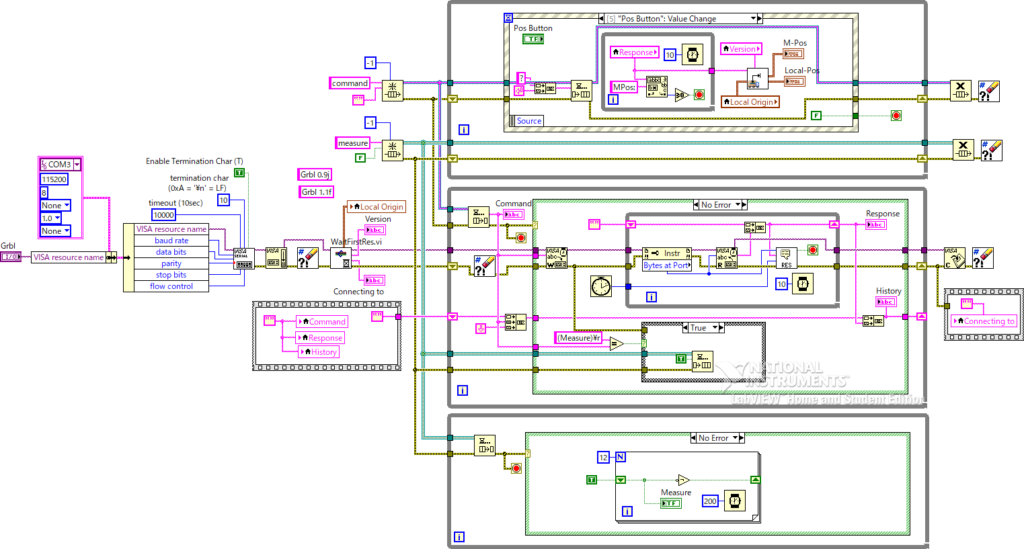
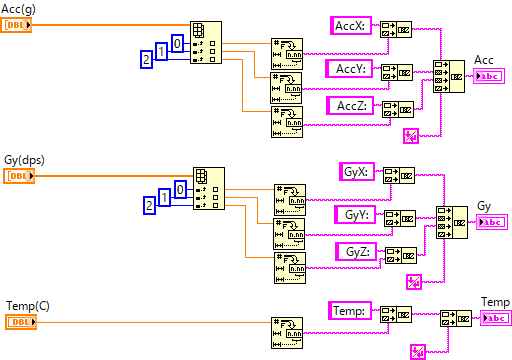
生産者・消費者デザインパターンで、UIイベントループ、G-code送信&レスポンス受信ループを作成し、さらに測定ルーチン用にループを追加しました。G-codeではカッコ内はコメントとして受け取られるので、UIイベントループから”(measure)”を送信することで測定用のキューを生成し、測定ループの動作タイミングを作り出しています。
測定のための動作例を紹介します。ワーク座標の原点(0,0,0)に移動し、3秒待機した後、250の速度で(20,20,0)に直線補完で移動します。0.5秒待機し、(Measure)というコメントを受けます。LabVIEWプログラムでは(Measure)をトリガーにして測定を行います。測定に要する3秒待機した後、原点に戻ります。
|
1 2 3 4 5 6 7 8 9 10 |
プログラム [意味] G90 絶対座標 (G91:相対座標) G0 X0.0 Y0.0 Z0.0 指定座標に急速移動 G04 P3 3秒待機 G1 X20.0 Y20.0 F250 座標(20,20)に直線補完で速度250で移動 G04 P0.5 0.5秒待機 (Measure) コメント文を利用して測定タイミングを指示 G04 P3 3秒待機 G0 X0.0 Y0.0 指定座標に急速移動 M02 プログラム終了 |
GrblはAtmega328pチップを使用するArduinoボード(Uno, Duemilanove, Nano, Micro, etc)で動作します。ArduinoのSketchではありませんが、ブートローダ領域を残したまま書き込むことができるとのことです。GitHub-gnea/grblからZipファイルをダウンロードしてArduino IDEにライブラリとして追加します。サンプルフォルダにある「grblUpload.ino」を開いて「マイコンボードに書き込む」ボタンを押すと書き込まれてGrblが動き出します。
UNOの場合のピン配置は次のようになっています。
D2/D5:X軸Step Pulse / X軸Direction
D3/D6:Y軸Step Pulse / Y軸Direction
D4/D7:Z軸Step Pulse / Z軸Direction
D8:Stepper Enable/Disable
D9:X軸Limit SW
D10:Y軸Limit SW
D11:主軸PWM
D12:Z軸Limit SW
D13:主軸回転Direction
A0:Reset/Abort (DI Pullup)
A1:Feed hold (DI Pullup)
A2:Cycle Start/Resume (DI Pullup)
A3:Coolant Enable
A4:(NotUsed/Reserved)
A5:Probe
AVRチップの優れた機能を駆使して精密なタイミングと非同期の動作を実現し、30kHzまでジッターなしで制御できているとのことです。
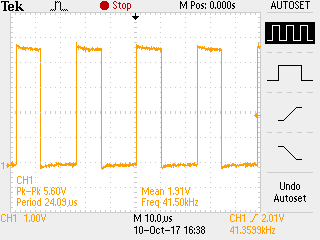
Grblではパルスモーターなどハードウェアに関連するパラメータを$xxx変数としてEEPROM領域に記憶します。実際にX軸のStep Pulse(D2)の出力をオシロスコープで測定してみました。
パルス幅($0): 10μsec
step/mm($100): 250steps/mm
F(Feed Rate): 500mm/min
等速移動の周波数: 2.1kHz

パルス幅($0): 10μsec
step/mm($100): 250steps/mm
F(Feed Rate): 10000mm/min
等速移動の周波数: 41.5kHz
lv-G-SenderはLabVIEW2014以降で動作します。ダウンロードはここから。CNCが手元に無くとも、Arduino UNOと2相4線のパルスモーターとPulse/Direction入力のドライバーがあれば楽しむことができるのではないかと思います。
上記内容は10月25日のNIDays2017の会場の片隅で行われるユーザー会で紹介する予定です。
<<コメントはスパムがひどいため受け付けないようにしています。トップ画面の下の方に連絡先のメールアドレスがありますのでご連絡ください。スパムでなければメールは大歓迎です。>>
(2017.10.11)